
夹具设置时间缩短了一半
免工具转换使夹具设置时间缩短了一半
夹具更换更快,更容易固定多个工件
四分之一转用于
我们的模具生产团队为我们的产品制造外壳和盖子
注塑机。
成型后的产品由取出机器人拉出并搬运
远离注塑机。 然后我们切割注射背面的树脂毛刺
用钳子成型的产品。
我们工厂有 15 台注塑机:
-
4 用作专用机器
-
11 用作通用机器,用于制造各种
小批量产品。
对于通用机器,模具更换是必要的,具体取决于
要形成的产品。 对于部分机器,我们更换模具超过 50
每月几次。 另外,毛刺的位置因产品而异,
因此每次更换模具时都需要更换钳子及其位置。
以前,我们在所有产品中都使用通用钳板单元,但效果很好
松开螺丝、更换钳子和调整位置花费了大量时间。
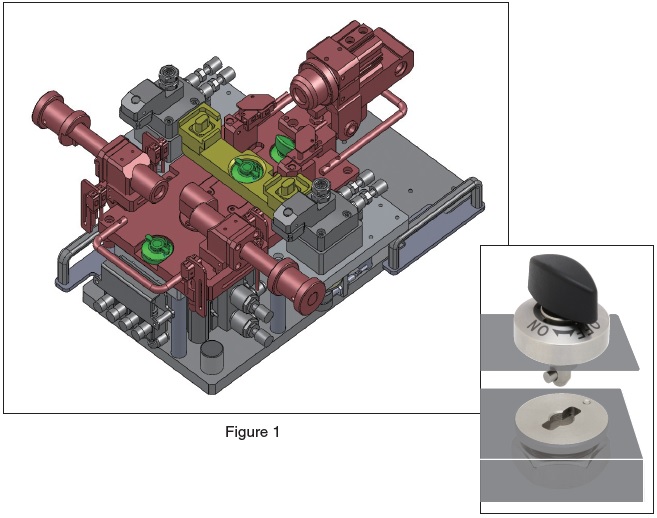
现在我们使用专用于每个的钳子单元(由图 1 中的蓝色框突出显示)
产品,我们在每次模具更换时更换单元。 四分之一圈
SpanClamps 的 CLAMPS(图 1 上的红色圆圈突出显示)用于定位和
夹紧这些钳单元。
使用的参考文献
SpanClamp 四分之一转 SCQT-P
塑料翼头:SCQT0614-P
插座:SCQTRBI12
成果
SpanClamps 四分之一圈的附加值是什么?
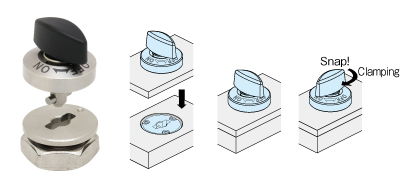
现在只需按一下按钮即可更换夹具单元。 安装时间只有 1 分钟,而它已经过去了 15 到 30 分钟。
另一个优点是任何人都可以轻松更换该装置。
以前,必须为每个产品调整夹具,以便只有经过培训的人员才能进行更改。 现在每个人都可以轻松完成,因为只需将旋钮旋转 90 度到 ON 位置并将两个空气管插入接头即可锁定装置。
最近的输出机器人是从动的,因此在更改要成型的产品时只需要更改 NC 程序。 除此之外,四分之一转使我们能够缩短自卸装置的安装时间。 借助动力辅助提取机器人和四分之一转,机器更换模具的停机时间大大减少,我们实现了生产率的明显提高。
挑战
改进您的生产系统最重要的一点是什么?
" 减少安装时间 ”是一切的挑战。
关于毛刺切割过程,我们很久以前就已经手工完成了。 那时,我们将工作分配给了分包商。
为了提高生产力,我们尝试在切割钳的帮助下自动切割毛刺。 但是我们在每次换模时都花了很多时间松开螺丝来改变或调整夹具的位置,因为这些单元被设计为适用于所有产品的通用单元。
在批量生产中,机器在模具安装到位后很长时间才能使用,因此没有问题。 然而,由于我们的许多产品都是小批量生产,机器停机时间会随着模具安装时间的增加而增加。
因此,我们为每个产品开发了专用的夹具单元,以便我们在更换模具时可以更换整个单元。 同时,我们采用了比螺钉更快地拧紧装置的 SpanClamps 四分之一圈。
如何选择 SpanClamps 四分之一圈?
您是如何找到四分之一圈来拧紧夹紧装置的?
当我们接受行业快速发展的解决方案公司 Anemo Engineering 的咨询时,他们向我们介绍了 SpanClamps 系列。
我们在目录中找到了“四分之一圈”产品系列。 有不同类型的快速修复。
其中,我们选择了最适合我们预期用途的一种。
标准
使用 SpanClamp 四分之一圈
我们特别想“成为 能 一次操作即可拧紧零件 ”。四分之一圈是最合适的,因为它们可以在按钮的四分之一圈内达到。此外,我们感到安全,90 N 的夹紧力足以固定装置。
其次,我们非常重视紧固件的高度。 更换作业时,操作员必须用手握住夹具单元,因此重量增加很重要。 因此,我们必须尽量减少单元板的厚度,并寻找可以安装在薄板上的薄型安装件。
另一个重点是单元的可见夹紧和松开状态。 我们可以立即识别按钮的位置是否允许快速修复。 我们的操作员可以目视检查,即使他忘记锁定设备,其他人也可以远程检查。
Avantages des quarts de tour sur cette 应用程序
您如何评价四分之一圈的易用性?
抓具单元的即时切换大大减少了机器的停机时间。
6 台通用机器中有 11 台使用四分之一圈,我们实现了机器的高利用率。 (其他 5 台机器涉及不同形状的草莓产品。)
此外,我们对运营的“可视化”感到满意。 例如,我们工厂的“垂直方向的按钮表示已阻止/水平方向的按钮表示未连接”。 不仅是操作员,第三者也可以一目了然地检查装置是否紧固。 易于识别的阻塞/不受约束的状态提高了我们工厂的安全性。 只要交换是由人完成的,就无法消除忘记锁定设备的能力。 因此,我们必须通过采用简单的验证方法来尽量减少风险。